







車銑復合小批量生產加工非標_高精密軸、電機齒輪零件
發布時間:2018-09-13 10:34
作者:康鼎五金
聯系電話:(+86)769-83811196




- 產品介紹
數控車加工零件的特點及其加工的注意事項。最后對零件進行了分析,內容包括數控加工零件工藝分析:刀具的選擇:程序的編制等。
關鍵詞:數控車床:車軸類零件:SIEMENS數控系統。
1、 汽車工業生產的特點及數控機床的優點
隨著社會的發展,人民生活水平的提高,億萬家庭要求擁有自己的汽車,汽車走進千家萬戶。汽車生產量非常大,而且迫切要求降低生產成本,提高生產效率。更重要的是提高汽車的品質和質量。
數控機床,精度高、生產效率高、性能穩定、故障率低無故障時間長、設備的可開動率高,重復加工方便等優點倍受汽車行業用戶的青睞,在汽車制造業中應用廣泛、處于主導地位。
數控車床在汽車制造業中主要用來加工軸類零件和盤類零件,如曲軸、凸輪軸、飛輪、前輪轂、后輪轂、制動盤、一軸、二軸、齒輪、齒套、差殼等。而軸類零件和盤類零件占汽車零部件的主體。
數控機床在汽車工業中的廣泛應用不僅提高了生產效率,保證了加工精度而且降低了生產成本。
軸類零件的加工
1.1 零件圖
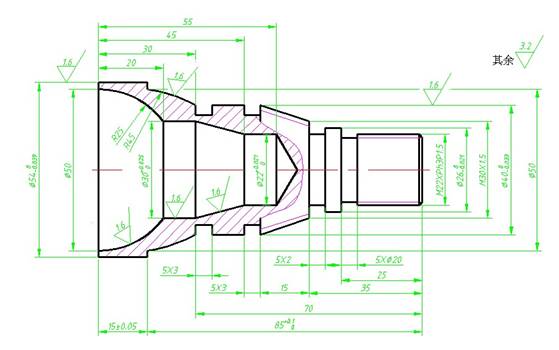
圖1.1 軸類零件圖
圖1.1所示為杯軸零件的零件圖,其材料為45鋼,毛坯尺寸為φ80mmX155mm(直徑*長),批量生產。
3.2 加工工藝卡片| 零件圖號 | 數控車床加工工序卡 | 機床型號 | ||||||||||||||
| 零件名稱 | 軸類零件 | 機床編號 | ||||||||||||||
| 刀 具 表 | ||||||||||||||||
| 刀具號 | 刀具名稱 | 刀具規格 | 刀具材料 | 刀具半徑補償值 | ||||||||||||
| T01 | 93°正偏刀 | 副偏角55° | 硬質合金 | 0.2 | ||||||||||||
| T02 | 切槽刀 | 刀寬4mm | 硬質合金 | 0.2 | ||||||||||||
| T03 | 螺紋刀 | 刀型角60° | 硬質合金 | 0.2 | ||||||||||||
| T04 | 鏜孔刀 | 硬質合金 | 0.1 | |||||||||||||
| 麻花鉆 | Ф20mm | 高速鋼 | ||||||||||||||
| 工序 | 工藝內容 | 刀具號 | 主軸速/(r/min) |
進給速度 (單位) |
加工性質 | 程序號 | ||||||||||
| 1 | 備料:Ф80X155圓鋼共1件 | |||||||||||||||
| 2 | 夾右端,外露約95mm | |||||||||||||||
| 3 | 麻花鉆鉆孔深至大于55mm | 麻花鉆 | 300 | 手動 | ||||||||||||
| 4 | 用1號刀車平斷面 | T01 | 500 | 10um/格 | 手動 | |||||||||||
| 5 | 粗車左端面外輪廓 | T01 | 500 | 0.3mm/r | 自動 | AA1 | ||||||||||
| 6 | 精車左端面外輪廓 | T01 | 1200 | 0.1mm/r | 自動 | AA1 | ||||||||||
| 7 | 粗車左端面內輪廓 | T04 | 500 | 0.3mm/r | 自動 | AA2 | ||||||||||
| 8 | 精車左端內輪廓 | T04 | 1200 | 0.1mm/r | 自動 | AA2 | ||||||||||
| 9 | 掉頭裝夾Ф70外圓,外露約70mm | |||||||||||||||
| 10 | 車右端面至長度尺寸要求150mm | T01 | 500 | 10um/格 | 手動 | |||||||||||
| 11 | 粗車右面外外輪廓, | T01 | 500 | 0.3mm/r | 自動 | AA3 | ||||||||||
| 12 | 精車右端面外輪廓 | T01 | 1200 | 0.1mm/r | 自動 | AA3 | ||||||||||
| 13 | 粗、精加工退刀槽 | T03 | 400 | 0.05mm/r | 自動 | AA4 | ||||||||||
| 14 | 粗、精加工M40×1.5螺紋 | T04 | 300 | 2mm/r | 自動 | AA5 | ||||||||||
| 15 | 去毛刺、送檢 | |||||||||||||||
| 17 | 清理、防銹、入庫 | |||||||||||||||
| 編制 | 審核 | 批準 | 共 頁 | 第 頁 | ||||||||||||
①.左端外輪廓子程序
BB1.SPF
N10 G1 X70 Z2
N20 Z-35
N30 G2 X70 Z-60 R20
N40 G1 Z-86
N50 X72
N60 M2
②.左端外輪廓主程序
AA1.MPF
N10 M43 M3 S500
N20 G90 G0 X100 Z100
N30 T1
N40 M8
N50 G0 X82 Z2
CYCLE95(BB1,0.8,0.1,0.2,0.2,0.2,
0.1,0.1,1, , ,0.5)
N60 G90 NG0 X100 Z100
N70 M9
N80 M5
N90 M2
③.左端內輪廓子程序
BB2.SPF
N10 G1 X44 Z2
N20 Z-28
N30 X32 Z-52
N40 X16
N50 M2
④.左端內輪廓主程序
AA2.MPF
N10 M43 M3 S500
N20 G90 G0 X100 Z100
N30 T4
N40 M8
N50 G0 X28 Z2
CYCLE95(BB2,0.8,0.1,0.1,0.1,0.1,
0.05,0.05,3, , ,0.5)
N60 G90 NG0 X100 Z100
N70 M9
N80 M5
N90 M2
⑤.右端外輪廓子程序
BB3.SPF
N10 G1 X37.85 Z2
N20 Z0
N30 X39.85 Z-1
N40 Z-39
N50 X50
N60 X70 Z-25
N70 X72
N80 M2
⑥.右端外輪廓主程序
AA3.MPF
N10 M43 M3 S500
N20 G90 G0 X100 Z100
N30 T1
N40 M8
N50 G0 X82 Z2
CYCLE95(BB3,0.8,0.1,0.2,0.2,0.2,
0.1,0.1,1, , ,0.5)
N60 G90 NG0 X100 Z100
N70 M9
N80 M5
N90 M2
⑦.右端切槽主程序
AA4.MPF
N10 M43 M3 S400
N20 G90 G0 X100 Z100
N30 T2
N40 M8
N50 G0 X52 Z-39
N60 G1 X50 F0.3
N70 X30 F0.05
N80 X52 F0.3
N90 Z-36
N100 X30 F0.05
N110 Z-39
N120 X52
N130 G0 X100 Z100
N140 M9
N150 M5
N160 M2
⑧.右端車螺紋主程序
AA5.MPF
N10 M43 M3 S300
N20 G90 G0 X100 Z100
N30 T3
N40 M8
N50 G0 X42 Z4
CYCLE97(2,0,0,-32,39.85,39,85,3,0.75,
0.813,0.01,0,0,10,2,1,1,1,)
N60 G90 G0 X100 Z100
N70 M9
N80 M5
N90 M2