銑削不銹鋼的特點是:不銹鋼的粘附性及熔著性強,切屑容易粘附在銑刀刀齒上,使切削條件惡化;逆銑時,刀齒先在已經硬化的表面上滑行,增加了加工硬化的趨勢;銑削時沖擊、振動較大,使銑刀刀齒易崩刃和磨損。
銑削不銹鋼除端銑刀和部分立銑刀可用硬質合金作銑刀刀齒材料外,其余各類銑刀均采用高速鋼,特別是鎢—鉬系和高釩高速鋼具有良好的效果,其刀具耐用度可比W18Cr4V提高1~2倍。適宜制作不銹鋼銑刀的硬質合金牌號有YG8、YW2、813、798、YS2T、YS30、YS25等。
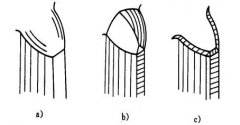
銑削不銹鋼時,切削刃既要鋒利又要能承受沖擊,容屑槽要大。可采用大螺旋角銑刀(圓柱銑刀、立銑刀),螺旋角b從20°增加到45°(gn=5°),刀具耐用度可提高2倍以上,因為此時銑刀的工作前角g0e由11°增加到27°以上,銑削輕快。但b值不宜再大,特別是立銑刀以b≤35°為宜,以免削弱刀齒。
采用波形刃立銑刀加工不銹鋼管材或薄壁件,切削輕快,振動小,切屑易碎,工件不變形。用硬質合金立銑刀高速銑削、可轉位端銑刀銑削不銹鋼都能取得良好的效果。
用銀白屑(SWC)端銑刀銑削1Cr18Ni9Ti,其幾何參數為gf=5°、gp=15°、af=15°、ap=5°、kr=55°、k′r=35°、g01=-30°、bg=0.4mm、re=6mm,當Vc=50~90 m/min、Vf=630~750mm/min、a′p=2~6mm并且每齒進給量達0.4~0.8mm時,銑削力減小10%~15%,銑削功率下降44%,效率也大大提高。其原理是在主切削刃上磨出負倒棱,銑削時人為地產生積屑瘤,使其代替切削刃進行切削,積屑瘤的前角gb可達20~~302,由于主偏角的作用,積屑瘤受到一個前刀面上產生的平行于切削刃的推力作用而成為副屑流出,從而帶走了切削熱,降低了切削溫度。
銑削不銹鋼時,應盡可能采用順銑法加工。不對稱順銑法能保證切削刃平穩地從金屬中切離,切屑粘結接觸面積較小,在高速離心力的作用下易被甩掉,以免刀齒重新切入工件時,切屑沖擊前刀面產生剝落和崩刃現象,提高刀具的耐用度。
采用噴霧冷卻法效果最為顯著,可提高銑刀耐用度一倍以上;如用一般10%乳化液冷卻,應保證切削液流量達到充分冷卻。硬質合金銑刀銑削不銹鋼時,取Vc=70~150 m/min,Vf=37.5~150 mm/min,同時應根據合金牌號及工件材料的不同作適當調整。高速鋼銑刀的切削用量見表6。


| 表6 高速鋼銑刀加工不銹鋼的銑削用量 | ||||
|
銑刀 種類 |
銑刀直徑d0 (mm) |
主軸轉速n (r/min) |
進給量f (mm/min) |
備注 |
| 立銑刀 | 3~4 | 1180~750 | 手動 |
1 當車削寬度和車削深度較小時,進給量f取大值;反之取小值 2 銑削2Cr13等馬氏體不銹鋼時,應根據工件材料的實際硬度調整銑削用量 3 銑削耐濃硝酸不銹鋼時,銑削速度及進給量均應適當減小 |
| 5~6 | 750~475 | |||
| 8~10 | 600~375 | |||
| 12~14 | 375~235 | 30~37.5 | ||
| 16~18 | 300~235 | 37.5~47.5 | ||
| 20~25 | 235~190 | 47.5~60 | ||
| 32~36 | 190~150 | 47.5~60 | ||
| 40~50 | 150~118 | 47.5~75 | ||
|
波形刃 立銑刀 |
36 | 190~150 | 47.5~60 | |
| 40 | 150~118 | |||
| 50 | 118~95 | |||
| 60 | 95~75 | 60~75 | ||
|
鋸片 銑刀 和三 面刃 銑刀 |
75 | 235~150 | 23.5或手動 | |
| 110 | 150~75 | |||
| 150 | 95~60 | |||
| 200 | 75~37.5 | |||
- 上一篇:不銹鋼分類及切削加工特性
- 下一篇:磨削不銹鋼的幾個特點與砂輪選擇